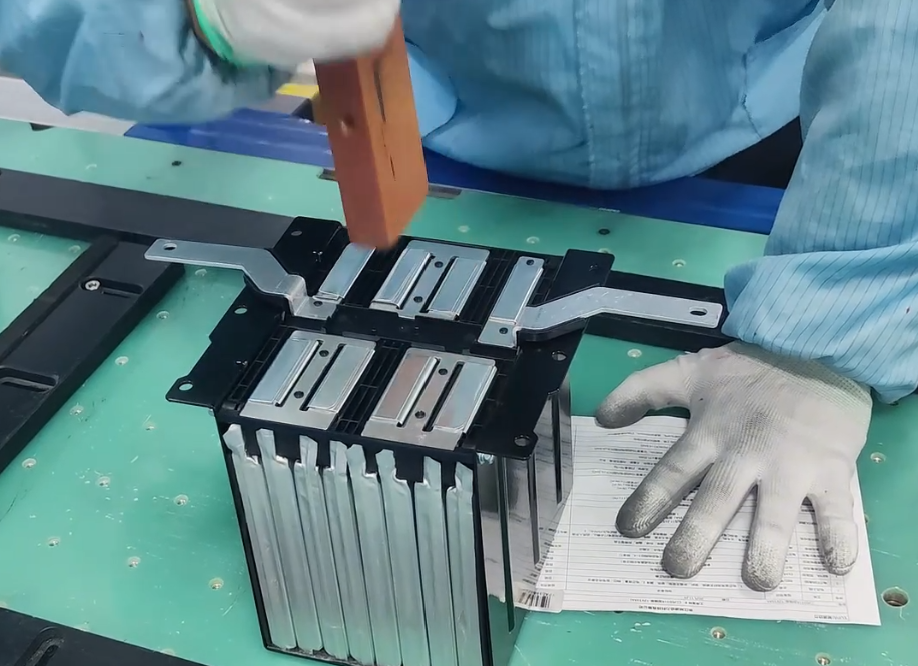
軟包電池因其高能量密度、設計靈活性和安全性,在電動汽車、高端消費電子等領域得到廣泛應用。然而,其獨特的結構也為焊接工藝帶來了特殊挑戰。軟包電池的焊接質量直接決定了電池模組的電性能、機械強度和長期安全性,是電池制造中的關鍵環節。
一、焊接前的核心準備:極耳處理
軟包電池的電極通過極耳(Tab)引出,極耳材料通常為鋁(正極)和鎳或銅鍍鎳(負極)。
焊接前的處理至關重要:
1. 極耳整形與清潔
極耳必須保持平整,無褶皺或扭曲,通常需專用治具進行整形。
表面必須徹底清潔,去除氧化層、油污和灰塵。鋁極耳表面的氧化鋁層(Al?O?)是焊接的主要障礙,需通過機械打磨或化學清洗去除。
2. 層疊與對齊
多電芯并聯時,需將多個極耳精確層疊對齊。錯位會導致連接電阻增大、有效焊接面積減小。
通常使用高精度夾具進行固定,確保極耳之間、極耳與連接件之間緊密貼合,無間隙。
二、主流焊接工藝詳解
軟包電池焊接主要有激光焊接和電阻焊二種,各有其適用場景和優劣。
1. 激光焊接
原理:高能激光束局部熔化金屬,形成熔池,冷卻后形成焊縫。
應用場景:主要用于極耳與較厚外部Busbar(連接排)的連接,或電芯與模塊殼體特定部位的連接。
優勢:速度快、精度高、自動化程度高、非接觸。
挑戰與細節
高反射率:鋁和銅對常見紅外激光(如1μm波長)反射率極高,需使用高功率或特定波長(如藍色激光)的激光器。
熱控制:嚴格控制熱輸入,防止焊穿薄極耳或熱量傳入電芯內部。
間隙敏感性:對極耳與連接件之間的裝配間隙要求極高,通常要求間隙<0.1mm。
氣孔與裂紋:鋁焊接易產生氣孔,需優化保護氣體(如氬氣)和焊接參數。

2. 電阻焊(點焊)
原理:利用電流通過接觸電阻產生焦耳熱,使局部金屬熔化形成焊點。
應用:在軟包焊接中應用較少,主要用于鎳極耳之間的點焊。
缺點:對鋁極耳焊接效果差(氧化層導致接觸電阻不穩定),電極頭磨損快,焊點熱影響區較大。
三、焊接質量檢驗與關鍵指標
1. 無損檢測
外觀檢查:焊縫/焊點均勻、連續,無虛焊、漏焊、過燒、穿孔、飛濺。
拉拔力測試:是最核心的力學性能測試。焊接后的接頭需能承受標準規定的拉力(如N/mm極耳寬度)而不脫落。斷裂位置理想狀態應在極耳母材上,而非焊接界面。
超聲檢測:用于檢測焊接界面是否存在未熔合、空洞等內部缺陷。

2. 電性能檢測
直流內阻測試:測量焊接接頭的接觸電阻。要求焊接接頭的電阻遠小于極耳本體電阻,且同組電芯之間的焊接電阻差應控制在一定范圍內(如≤10%),以確保電流分布均勻。
溫升測試:在額定電流下工作,監測焊接點溫升,應遠低于安全閾值。

四、未來發展趨勢
工藝復合化:如超聲輔助激光焊,結合兩者優勢,改善鋁/銅焊接質量。
智能閉環控制:利用紅外熱像儀、等離子體監測等傳感器實時監控焊接過程,并動態調整參數,實現“自適應焊接”。
新材料連接:隨著硅碳負極、固態電池的應用,對極耳材料和連接技術將提出新要求。
更高程度的集成化設計:如CTP/CTC技術中,軟包電芯與結構件的直接連接,對焊接的強度和可靠性提出更高挑戰。
斯特Styler/創德激光將創新與數十年的經驗相結合,專注于鋰電PACK智能制造及電阻焊接和激光焊接整體解決方案,可靠的點焊技術對推動可持續發展至關重要。如果你有興趣了解更多關于這個行業的信息,不要猶豫,聯系我們了解更多的細節。
Dongguan Chuangde Laser Intelligent Technology Co., Ltd
One stop laser welding solution service provider